
《2019年热成型专业培训课程》第七堂:PET 原料及其热成型技术解决方案
发布时间:
2019-12-04
浙江万凯新材料有限公司,是一家专业从事瓶用PET研发、生产和经营的大型现代化企业。公司生产的聚酯瓶级切片具有重金属含量低,灰分、乙醛含量低,色相好,均一性好,产品加工范围广的优势。浙江万凯新材料有限公司拥有专利30余项,其中发明专利14项。
2019.11.26 13:30pm.
第七堂:PET 原料及其热成型技术解决方案
主讲人:浙江万凯 郑兵 研发经理
浙江万凯新材料有限公司,是一家专业从事瓶用PET研发、生产和经营的大型现代化企业。公司生产的聚酯瓶级切片具有重金属含量低,灰分、乙醛含量低,色相好,均一性好,产品加工范围广的优势。浙江万凯新材料有限公司拥有专利30余项,其中发明专利14项。
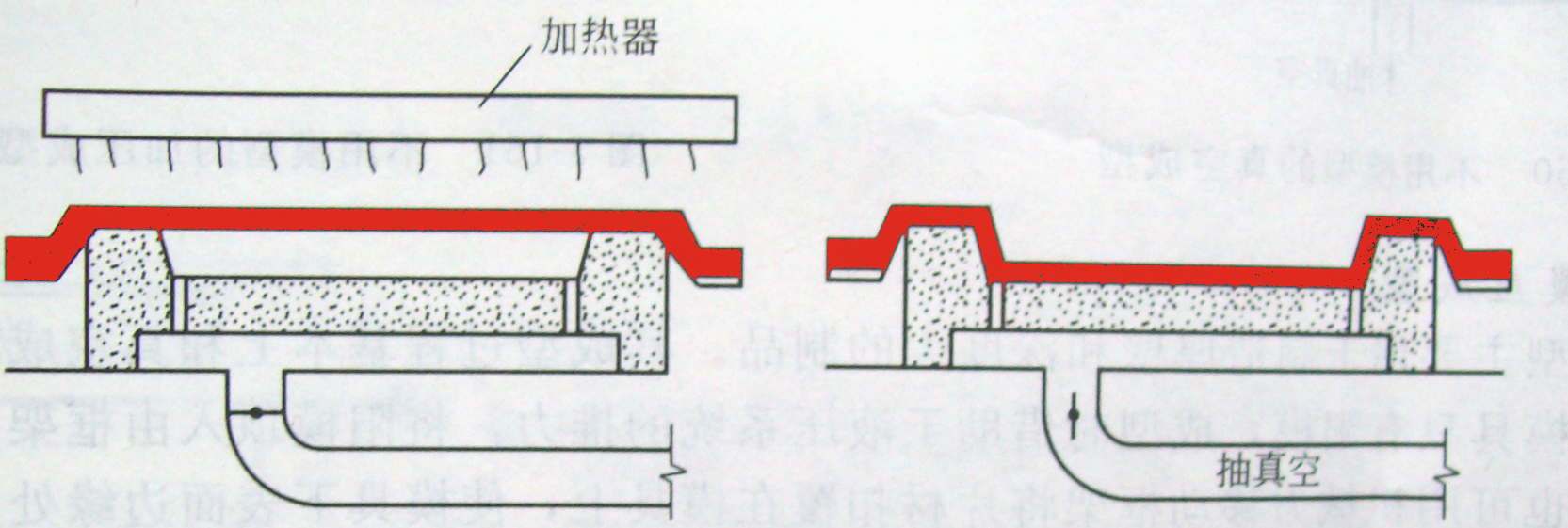
(热成型示意图)
热成型是将热塑性塑料片材(坯件)在一定温度下加热到高弹态,然后施加压力(抽真空、压缩空气、机械力)使坯件弯曲、延伸,使其紧贴模具的型面,取得于型面相仿的形样,经冷却定型和修整后即得制品。

(郑兵 研发经理)

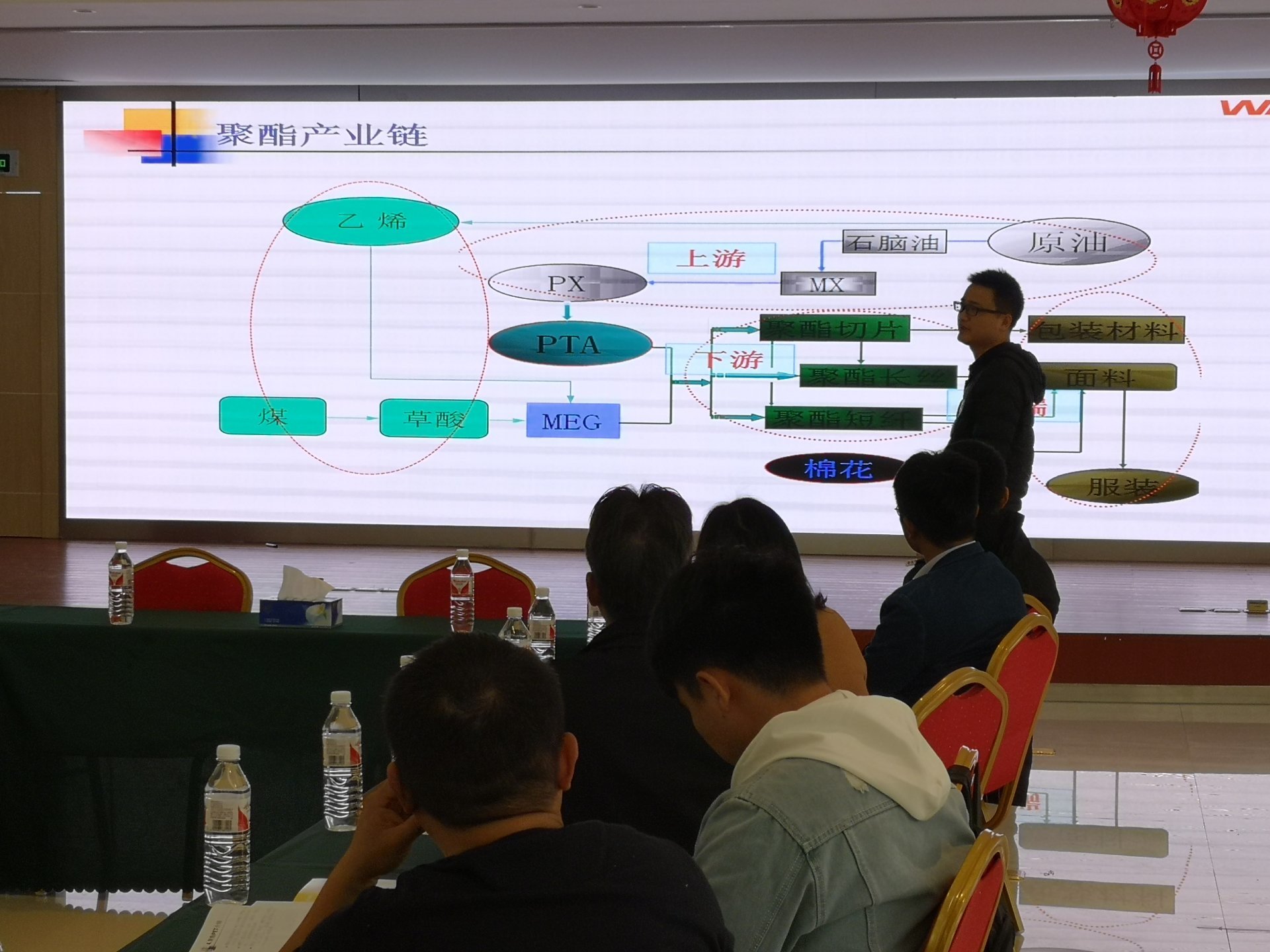
(聚脂产业链)
PET是一种典型的高结晶性聚合物,熔点在225℃~260℃之间,玻璃化温度70℃~80℃,在182℃达到最大结晶速率,结晶速度较慢,因此熔体冷却时,只需采用冷水冷却,即能得到完全为无定型的PET,其透光性达90%左右,呈现出优良的透明性。无定型态对后继拉伸定向十分有利,并可大幅度提高PET制品的物理机械性能。成型前建议在130℃--150℃干燥3到5小时,干燥后,应放在干燥机中备用,防止再次吸水。


(PET介绍)
郑兵经理提到PET的加工方法有三种:
(1)注塑--透明制品常采用热流道,螺杆长径比要大。具体工艺条件为:料筒温度270~290℃,喷嘴温度
240~250℃,模具温度壁厚小时为50~70℃、壁厚大时为140℃,注塑压力为40~100MPa。
(2)挤出--用于生产薄膜和片类制品。为改善其制品力学性能和光学性能,常进行双向拉伸处理。拉伸
温度为85~90℃,拉伸速率为1000%~1500%,拉伸倍率为2.5~3。
(3)吹塑--用于生产PET瓶体,常用注-拉-吹方法成型, 以保证拉伸改性效果。注塑型坯的工艺条件同
注塑,吹塑的加热温度为100℃,吹塑压力2MPa。

(学员提问)
这一堂课,在大家的提问与交流中圆满结束。
最新新闻





